



怎么調激光切割脈沖占空比?看完激光脈沖占空比與切割的關系就知道
發(fā)布者:
瀏覽:0次
激光脈沖占空比與切割具有以下的關系
【現(xiàn)象】
激光脈沖占空比是指每一脈沖中光束照射時間所占的比例。根據(jù)平均功率(Pa)和占空比(D)的關系,可以按如下公式計算出脈沖峰值功率(Pp)(圖1.12—1)。
Pp= Pa/D
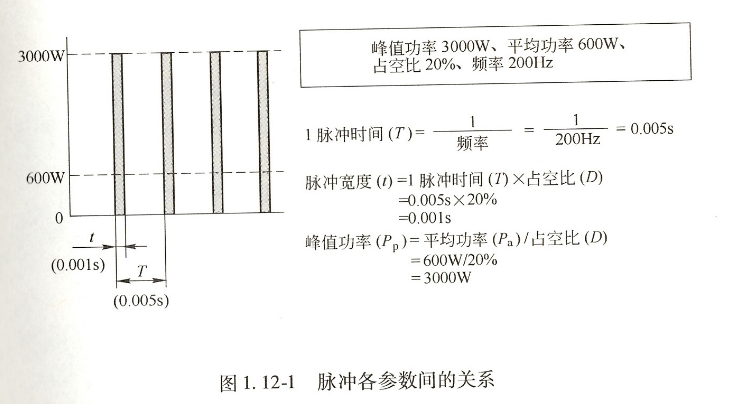
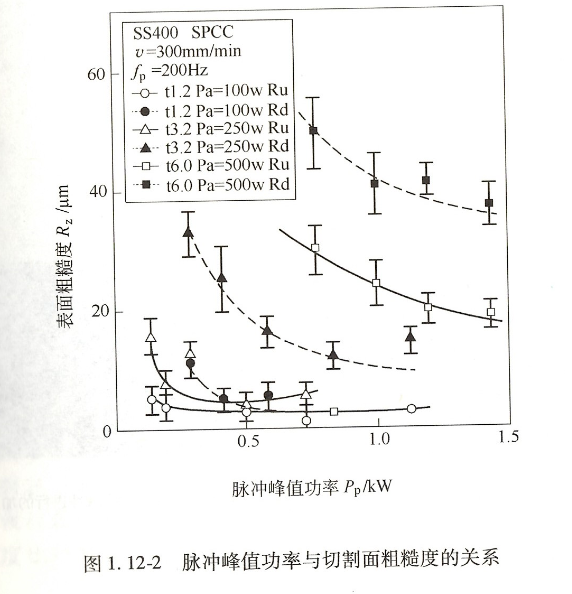
圖1. 12—2所示為激光脈沖峰值功率Pp,與切割面粗糙度Rx的關系。脈沖切割條件時,使切割速度v與頻率fp保持不變。所示切割面的粗糙度是分別對1. 2mm3.2mm、6.Omm厚碳鋼材料的上部(Ru)與下部(Rd)進行測量的結果。所有的板厚都顯示為上部切割面粗糙度比下部切割面粗糙度好;脈沖峰值功率越大,切割面粗糙度就越好。圖1. 12—3顯示的是脈沖峰值功率與熱影響層寬度的關系。熱影響層寬度(H)是在上部(Hu)、中部(Hm)、下部(Hd)三處進行測量的結果。熱影響層最寬的是下部(Hd),從中部(Hm)到上部(Hd)熱影響層寬度呈減小趨勢。激光脈沖峰值率越大,熱影響層寬度就越小,特別是切縫的下部受脈沖特性影響表現(xiàn)得尤為明顯,熱影響層沖峰值功率的變化而變化的比例相對比較大。
【原理】
在平均功率一定時,激光脈沖的占空比減小,則峰值功率會變大。每次脈沖照射時的能量會相應增加,每一激光脈沖的加工量增加,會使板厚方向的加工能力提高。另外,由于停止時間也會同時增加,抑制過燒或熔損的冷卻能力也會相應增強。反之,如激光脈沖的占空比很大,脈沖條件會向CW條件接近,板厚方向的加工能力和冷卻能力都會相應降低,也會使低速加工中對過燒、熔損現(xiàn)象的抑制能力降低。圖1. 12 -4是分別以減小脈沖占空比、加大峰值脈沖,與加大脈沖占空比、減小峰值脈沖的條件進行穿孔加工后各截面的對比圖,充分體現(xiàn)出了激光脈沖特性對加工的影響。
上一篇
激光切割機廠家電話








